
数据会说话-怎么看直方图
由于工作需要,我们经常会接触到大量的测试数据,怎样从海量的测试数据中,找到我们想要的信息,或是找到可能存在的问题呢?在今天的分享中,注意针对直方图和CPK,我提供几种思路供大家参考。
常规情况下,测试数据,特别是模拟量的测试数据,往往是呈现正态分布的,也基于此,常用的一些数据分析软件,往往使用数据统计的方法,用正态分布的分析方法,对测试数据进行分析。如下图1所示,是常见的正态分布直方图。(备注:以下所有图片,都是采用MFGdream系统生成)
图1
从直方图上,我们可以看到什么信息呢?
第一,我们可以看到测试参数的平均值,大约在200uA左右。这个测试值,可以与产品设计和应用的期望值进行比较,是否一致。如果出现异常,就需要检查并排除测试异常。
第二,我们可以看到测试参数的分布范围,分布在180uA~220uA之间;这个分布大小的结果,会影响测试规范及良率的大小。
第三,我们可以比较各个SITE之间的差异,从上图来看,基本是相似或一致的。如果各个SITE出现不同的特性,则表明测试数据是有问题的。这个时候,我们就需要检查出现异常的那个SITE。从图1可以看出,SITE3的测试都偏小一些,其实是可以判定,该SITE的测试源是偏小的,这个时候就要判断该差别是否可以接受。
第四,我们可以看出,数据呈现标准的正态分布,没有出现缺失,或者是多出一条尾巴的情况。如果出现这类情况,往往测试就存在一些问题。比如,如果设置的电流量程有问题,则电流的最大值会被限制住,数据就会大量堆积,无法呈现正态分布状态。
第五,通过直方图,我们可以确认所设定的测试规范是否满足要求。此时,借助工具,我们可以通过设定不同的测试规范来计算CPK,以此来判定测试规范是否是否满足要求。一般情况下,需要设定合适的测试规范来满足CPK>2。如果CPK过小,测试中就容易出现低良率。如下图,可以看到,当设置不同的测试规范时,在不同的CPK下,测试良率出现很大的变化。如图2,CPK>2,测试良率基本接近100%;如图3,CPK=1左右,开始有良率损失;如图4,CPK=0.5,测试良率只有90%左右。此时大家可以发现,SITE3的问题被进一步论证,因为SITE3的测试值整体偏低,良率只有86%左右。
这个时候不难发现,当不同的SITE之间CPK差异较大,我们是可以知道,其实测试机不同的SITE之间测试结果是存在一些差异的,这就是可能存在的测试误差造成的。
图2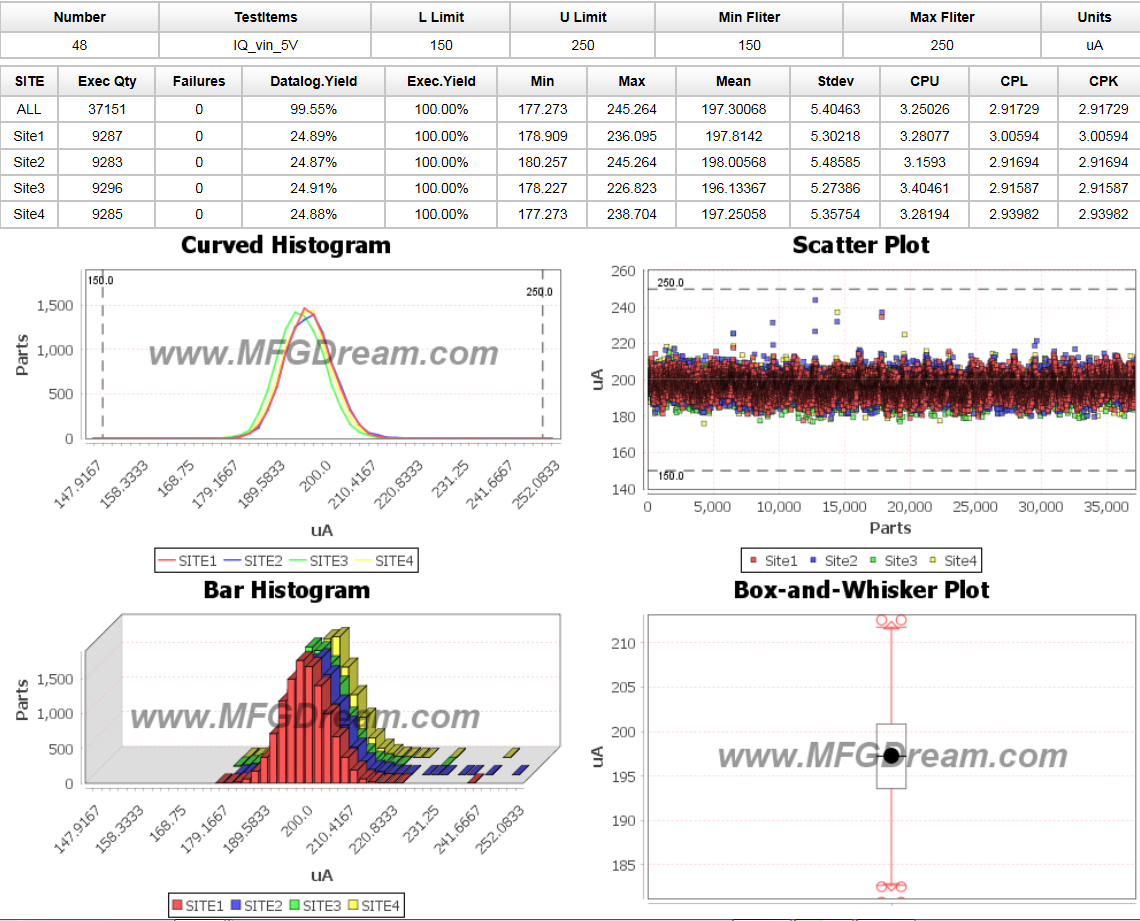
图3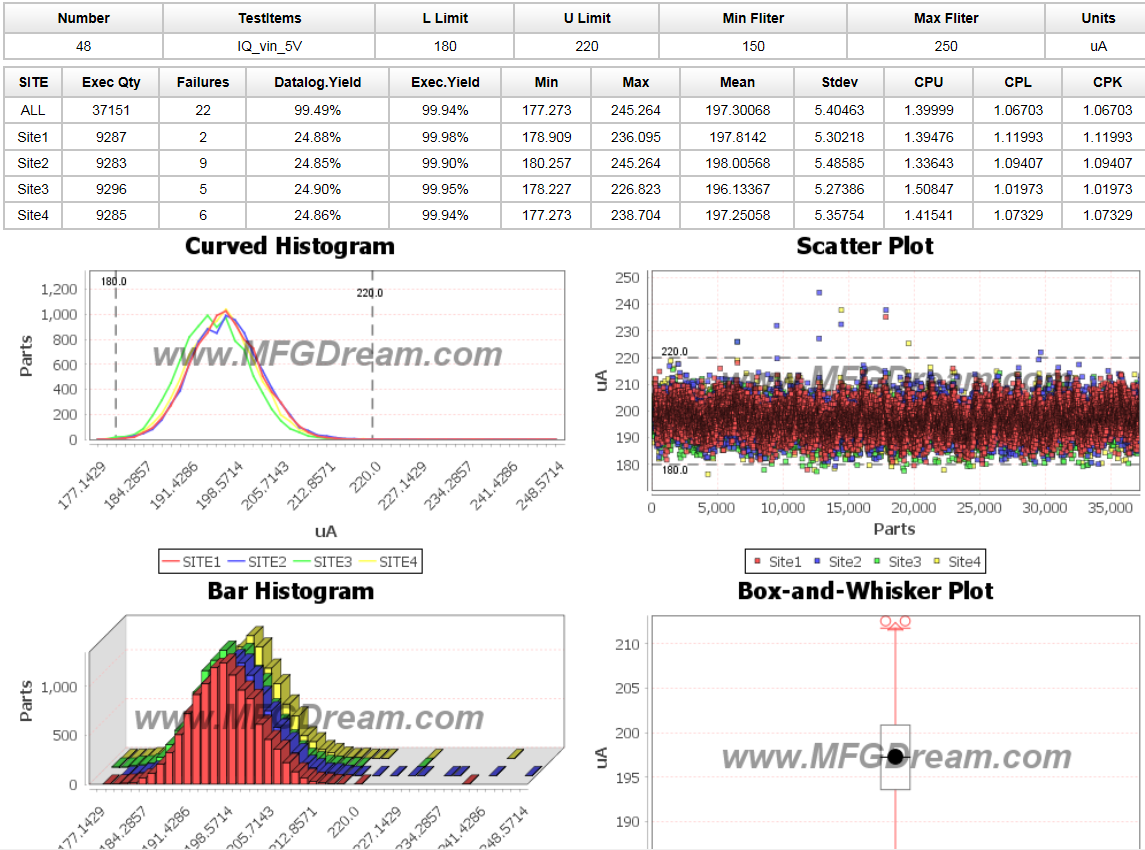
图4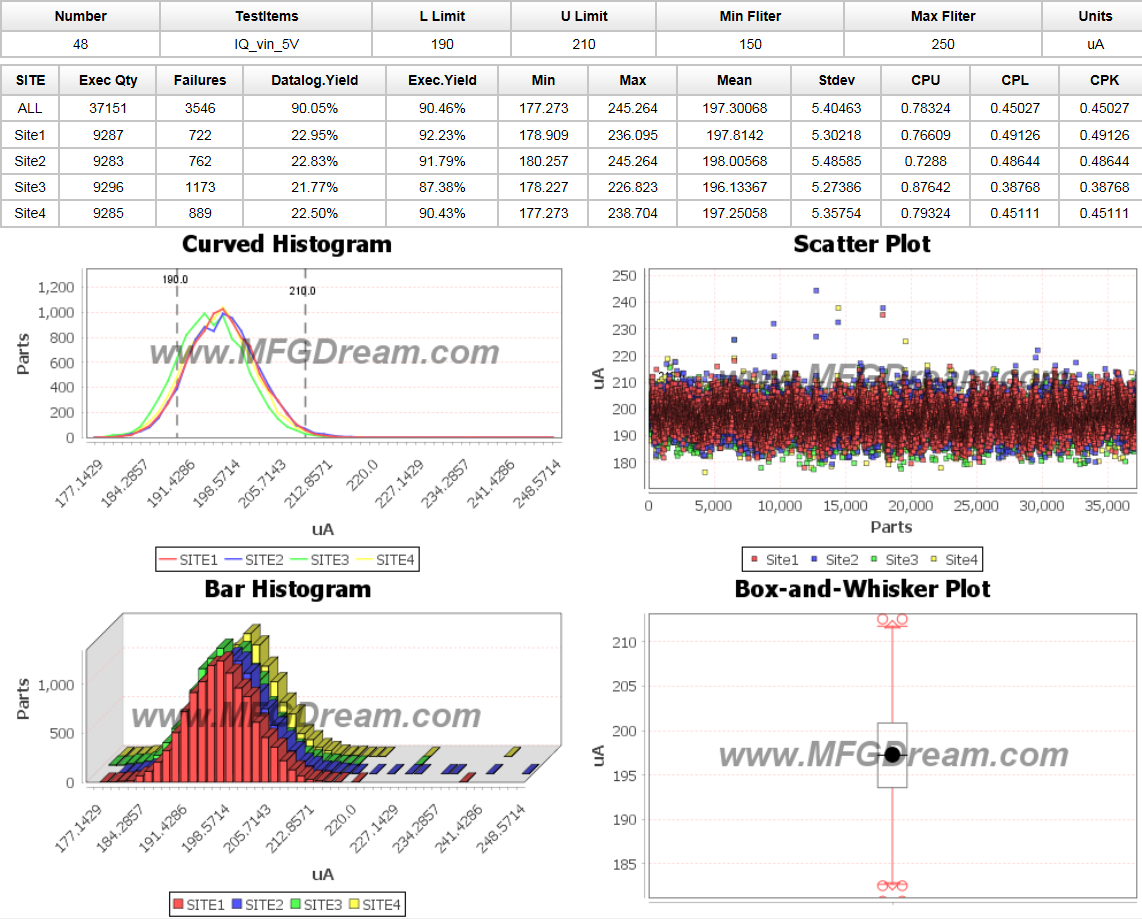
第六,有的时候,有些参数并不呈现标准的正态分布,如下图5所示,其实,它是多个正态分布的数据叠加的结果。为什么会出现这样的数据呢?我们下次讨论Trimming参数的时候会讲到。
图5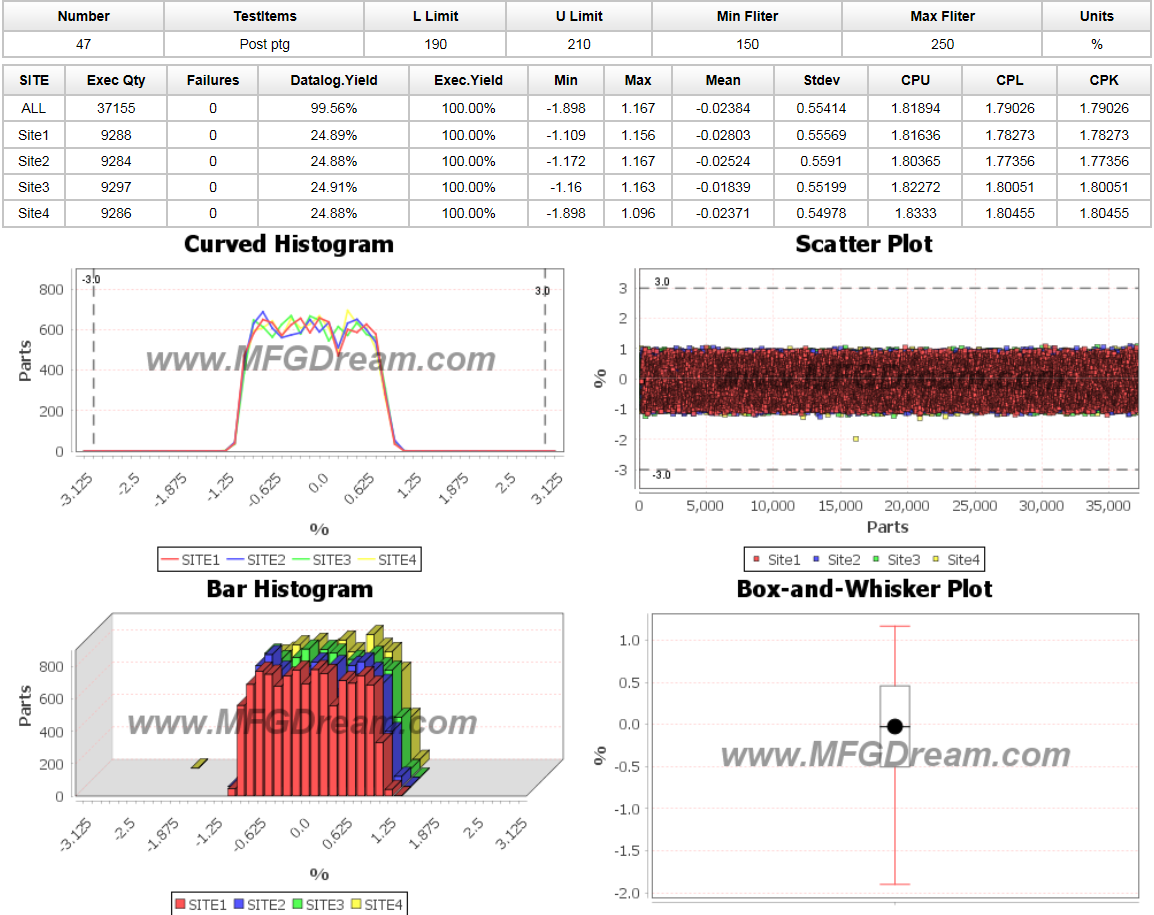
第七,上面的数据,都是同一个产品的测试数据,图5的数据,其实是通过测量trimming前后的结果计算出来的,是一个相对值,所以大家可以看出来,SITE之间差异非常小,它可以反应测试机的稳定性,但是,依然不能保证测试机的准确性。所以,大家在看这个数据的时候,要结合测试参数的测试方法来进行判定可能存在的问题。
第八,发现可能存在的问题以后,要做好风险评估,其实我们发现SITE之间有差异,并不代表说这批数据就一定有问题,需要采取措施重测或者召回。测试机测试,本身就存在误差,关键是这个误差要可控。
通过直方图,可以比较直观的看到测试数据的分布情况,通过CPK的计算,还可以用来控制良率及判断、设定合理的测试规范。这是分析测试数据的基本方法之一。
本文地址: http://www.kanwoda.com/blog/archives/0400405022315.html
Jerry Gao
分享快乐,快乐分享!























